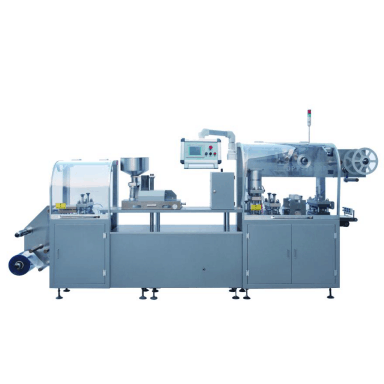
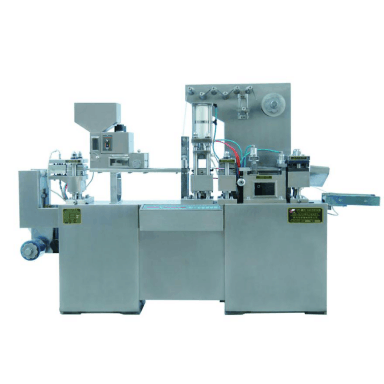
технические требования к текущему обслуживанию упаковочной машины пеноматериалов разделены на шесть основных элементов.
(1) упаковочная машина для алюминиевого пластика требует очистки после каждой смены.промывочные части включают различные подвижные детали, а также нижние рифленые доски, формовочные плиты, дыропробивной нож и так далее.
(2) раз в неделю заливать масло в движущиеся части и направляющие оси каждой станции, будет прокачивать направляющие оси четырех направляющих осей, нижняя панель нагрева имеет четыре направляющих вала.данный продукт использует специальное масло класса пищевой продукции и жирное масло на кальциевой основе (обратите внимание, что передача части синхронных зубчатых лент запрещается дозаправка, часть цепи добавить кальциевого жира).
(3) каждые три месяца проводится техническое обслуживание, в том числе проверка плавности движения движущихся частей упаковочной машины пузырькового кожуха, повреждений подшипников, порчи плесени, а также разрыва перекрывающихся пружин.
(4) ежегодный внутренний ремонт, включая полный ремонт упаковочной машины для алюминиевых пластиковых пузырьков и корректировку аномальных частей оборудования.замена быстроизнашивающихся деталей.быстроизнашивающиеся детали см.
(5) настоящая инструкция по эксплуатации призвана обеспечить нормальное функционирование оборудования, продлить срок службы.Это стандартное и единообразное Руководство по процессу использования.
6) оперативные соображения:
- во время работы устройства оператор должен стараться не нажимать и не растягивать PVC при работе, только если PVC прекращает работу;
когда ПВХ перемещается и останавливается, не перемещайте направляющее колесо на ПВК.
Debug automatic blister packing machine start-up operation steps and principle description
(1) Проверьте еще раз PVC, алюминиевая фольга расположена в соответствии с требованиями, предъявляемыми к монтажу, все движущиеся части свободны от посторонних веществ, на платформе нет ничего необычного в PVC, а на операционной имитационной панели красные индикаторные лампы не светят.
(2) нажатие на кнопку главного двигателя, главный двигатель указывает зеленый свет, ждать 5 - 7 секунд (при этом, все работы полностью открыты, а теперь не двигаться, переместить вентиляторные клещи в ближайшей конец, эти два состояния и положение является отправной точкой для отладки).
(3) нажмите кнопку запуска, чтобы указать, что зеленый свет свет, оборудование для упаковки колпака.в это время все рабочие станции бездействуют.Двигаем газовые зажимы вперед.мобильный газовый зажим ведет ПВХ через панель нагрева.пвх приходит на формовочное рабочее место после нагрева I.пульт.формовочная станция полностью закрыта, пвх сжимается, микровыключатель подает сигнал, электромагнитный клапан запускается, сжатый воздух предоставляется.
4) мобильные газовые зажимы продолжают двигаться вперед по ПВХ.когда первый формовочный колпачок достигнет горячей крышки, проверьте цифры на счётчике.число шагов в цикле.
5) мобильные газовые зажимы, которые еще раз продвигают пвх и достигают перфоратора.пробивной пост закрыт таблеток.после вылета таблетки должны быть симметричными в переднем, заднем, левом и правом положении.Остальная часть мусора была загружена мусорщиками, упакованными вокруг мусоросборной станции.в это время оборудование выполняет полный цикл движения, и оборудование в рабочем состоянии непрерывно и периодически выполняет этот процесс.
(6) когда механизм подачи оборудования находится в самом дальнем конце, нажмите кнопку остановки и запускайте зеленый индикатор, чтобы погасить свет.самый дальний конец означает перемещение газового зажима в самое удаленное от резьбового крана положение.устройство останавливается в точке фиксации.местоположение с фиксированной запятой означает: Управление оси сигнала, все рабочие станции открыты до максимального положения, питающий механизм возвращается в последний конец.
7) очистка окружающей среды и оборудования для выполнения требований, связанных с CMP.положить лекарства в бункер или тарелку, положить универсальный питатель, открыть универсальный выключатель питателя, чтобы универсальный питатель щетки и барабанные щётки нормально вращались.После нажатия кнопки выполнить, упаковочная машина будет запущена и ждать некоторое время, чтобы подтвердить правильное выравнивание.затем перемещайте вибраторы, чтобы виброизоляционные плиты вошли в оборудование, находящееся в формовочном пузырьковом чехле, и вошли в нормальное производственное состояние.









